简体中文
简体中文
BERITA
Rumah / Berita / Berita Industri / Apa itu bagian stamping logam? Panduan Proses, Jenis dan Aplikasi
Logam Bagian Stamping adalah komponen penting yang digunakan di seluruh industri yang tak terhitung jumlahnya, dari otomotif hingga elektronik. Panduan komprehensif ini menjelaskan semua yang perlu Anda ketahui tentang komponen logam yang dicap, termasuk proses pembuatan, pemilihan material, standar kualitas, dan aplikasi praktis.
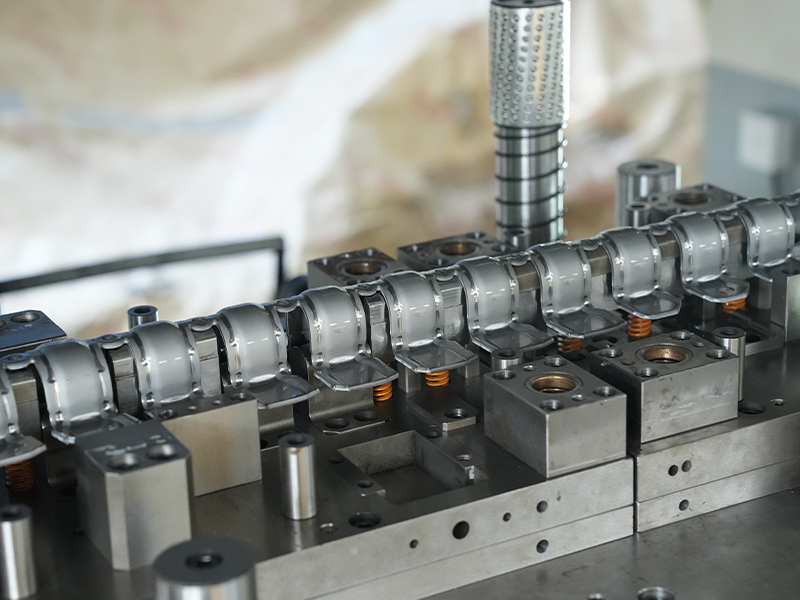
Stamping Metal adalah proses pembuatan pembentukan dingin yang menggunakan dies dan cap menekan untuk mengubah lembaran logam menjadi bentuk tertentu. Proses ini menawarkan beberapa keuntungan:
Teknologi stamping modern dapat menghasilkan bagian dengan toleransi seketat ± 0,01 mm untuk aplikasi presisi.
Komponen yang dicap dapat dikategorikan berdasarkan proses pembuatannya dan bentuk akhir:
| Jenis | Keterangan | Aplikasi khas |
| Bagian kosong | Komponen datar dipotong dari lembaran logam | Mesin cuci, shims, kontak listrik |
| Bagian bending | Komponen dengan fitur miring atau terbentuk | Kurung, klip, penutup |
| Bagian gambar yang dalam | Bentuk berongga tiga dimensi | Kaleng, wadah, panel otomotif |
| Bagian die progresif | Komponen kompleks yang dibuat dalam beberapa langkah | Terminal Listrik, Konektor |
| Bagian blanking halus | Komponen presisi tinggi dengan tepi halus | Roda gigi, bagian mekanik presisi |
Proses stamping logam biasanya melibatkan tahap -tahap utama ini:
Seleksi material tergantung pada fungsi bagian, kondisi lingkungan, dan pertimbangan biaya:
| Bahan | Kisaran ketebalan | Properti utama | Penggunaan umum |
| Baja gulung dingin | 0,5-3,0 mm | Kekuatan tinggi, kemampuan bentuk yang baik | Otomotif, peralatan |
| Baja tahan karat | 0,2-6,0 mm | Resistensi korosi | Medis, pemrosesan makanan |
| Paduan Aluminium | 0,3-5.0 mm | Ringan, konduktif | Aerospace, Elektronik |
| Tembaga/kuningan | 0,1-3.0 mm | Konduktivitas yang sangat baik | Komponen Listrik |
| Baja karbon tinggi | 1.0-8.0 mm | Kekerasan yang luar biasa | Mesin industri |
Memastikan kualitas bagian yang dicap memerlukan beberapa metode verifikasi:
Metode kontrol proses statistik (SPC) sering diimplementasikan untuk memantau konsistensi produksi.
Desain bagian yang dicap efektif mengikuti prinsip -prinsip ini:

Beberapa variabel mempengaruhi harga akhir komponen yang dicap:
| Faktor | Dampak pada biaya | Kiat Pengurangan Biaya |
| Jenis material | 20-60% dari total biaya | Pertimbangkan paduan alternatif |
| Bagian kompleksitas | Meningkatkan biaya perkakas | Sederhanakan geometri jika memungkinkan |
| Volume produksi | Volume yang lebih tinggi mengurangi biaya satuan | Gabungkan pesanan saat praktis |
| Persyaratan toleransi | Toleransi yang lebih ketat meningkatkan biaya | Tentukan toleransi yang lebih longgar jika dapat diterima |
| Operasi Sekunder | Menambahkan langkah pemrosesan | Desain untuk meminimalkan pasca pemrosesan |
Stamping logam melayani hampir setiap sektor manufaktur:
Memahami kapan harus memilih stamping versus proses lain:
| Metode | Keuntungan | Kerugian | Terbaik untuk |
| Stamping logam | Kecepatan tinggi, biaya unit rendah, presisi | Biaya perkakas tinggi, terbatas pada lembaran logam | Produksi massal komponen tipis |
| Pemesinan CNC | Fleksibel, tidak diperlukan perkakas | Biaya per-bagian yang lebih lambat, lebih tinggi | Prototipe, bagian 3D yang kompleks |
| Casting mati | Bentuk kompleks, permukaan yang bagus | Terbatas untuk logam non-ferrous | Seng, komponen aluminium |
| Pencetakan 3D | Tidak ada perkakas, desain kebebasan | Lambat, keterbatasan material | Prototipe, bagian khusus |
Industri stamping terus berkembang dengan perkembangan baru:
Solusi untuk masalah produksi yang sering:
| Masalah | Kemungkinan penyebab | Solusi |
| Burrs | Dies aus, izin yang tidak tepat | Tajam/ganti mati, sesuaikan izin |
| Retak | Radius tikungan yang tidak mencukupi, bahan yang salah | Tingkatkan jari -jari, bahan anneal |
| Kerutan | Tekanan dudukan kosong yang tidak mencukupi | Sesuaikan tekanan, gunakan manik -manik draw |
| Springback | Efek memori material | Overbend, gunakan sudut kompensasi |
| Misalignment | Memberi makan yang tidak tepat, pemandu usang | Periksa pengumpan, ganti panduan |
Pemeliharaan die yang tepat memperpanjang masa pakai alat dan memastikan kualitas:
Rumus utama untuk operasi stamping:
Tekan Perhitungan Tonase:
Tonase = (perimeter × ketebalan material × kekuatan geser) / 2000
Ukuran kosong untuk gambar yang dalam:
Diameter kosong = √ (area permukaan bagian akhir × 4/π)
Tingkat Produksi:
Bagian / jam = (3600 × faktor efisiensi) / waktu siklus (detik)
Operasi Stamping Modern membahas keberlanjutan melalui:
Sektor stamping logam diproyeksikan tumbuh dengan mantap, didorong oleh:
Saat tuntutan manufaktur berkembang, teknologi stamping terus beradaptasi, menawarkan solusi yang hemat biaya untuk memproduksi komponen logam presisi di berbagai industri.
Bagian Stamping Besi: Penggunaan, Manfaat, dan Proses Pabrikan
2025-07-11Bagian Stamping Aluminium: Proses, Aplikasi, dan Manfaat
2025-07-22Alamat email Anda tidak akan dipublikasikan. Bidang yang diperlukan ditandai *

Peluru logam stainless steel kami adalah komponen berkinerja tinggi yang dirancang untuk memenuhi persyaratan industri yang menuntut yang membutuhkan ketepatan, daya tahan, dan ketahanan terhadap l...
Lihat detail
Gasket penyegelan turbo stainless steel kami direkayasa untuk aplikasi berkinerja tinggi di mesin turbocharged, memberikan segel yang kuat dan andal untuk mencegah kebocoran gas buang dan meningkat...
Lihat detail
Pengencang washer stainless steel adalah komponen penahan khusus yang dirancang untuk menahan bagian -bagian di tempat di dalam rakitan katup air. Diproduksi dari stainless steel berkualitas tinggi...
Lihat detail
Baffle oli besi yang dicap adalah komponen penting dalam sistem mesin dan transmisi, yang dirancang untuk mengelola dan mengontrol aliran oli dalam rakitan mekanis. Diproduksi menggunakan proses st...
Lihat detail
Housing Sealing Kapasitor Besi adalah komponen logam yang dicap presisi yang dirancang untuk membungkus dan melindungi kapasitor, memastikan kinerja dan keandalan jangka panjangnya. Diproduksi meng...
Lihat detail
Rakitan inti katup besi yang dicap diproduksi menggunakan teknologi stamping dan terbuat dari bahan besi berkualitas tinggi, secara tepat dicap menjadi bentuk. Komponen ini banyak digunakan dalam b...
Lihat detail
Braket pemasangan besi kami adalah solusi dukungan yang kuat, serbaguna, dan sangat tahan lama yang dirancang untuk berbagai aplikasi industri dan komersial. Dibangun dari besi tingkat premium, bra...
Lihat detail
Pelat gesekan besi kami adalah komponen berkualitas tinggi dan tahan lama yang dirancang untuk digunakan dalam berbagai sistem mekanik yang membutuhkan transfer energi yang efisien dan ketahanan pa...
Lihat detail
Braket Keterlibatan Gigi Besi adalah komponen yang dirancang dengan presisi yang kuat dan presisi yang dirancang untuk memastikan keterlibatan roda gigi yang aman dan efisien dalam berbagai sistem ...
Lihat detail
Pelat panas kipas aluminium yang dicap untuk plug pengisian daya energi baru adalah komponen kunci yang diproduksi dari paduan aluminium menggunakan teknologi stamping, banyak digunakan di bagian s...
Lihat detail
Tumpukan pengisian daya energi baru yang dicap dengan tembaga perak adalah konektor berkinerja tinggi yang dirancang khusus untuk stasiun pengisian kendaraan listrik energi baru. Terbuat dari bahan...
Lihat detail
Pure Seng Shock Absorber murni adalah solusi berkinerja tinggi, tahan lama yang dirancang untuk meningkatkan fungsionalitas dan umur panjang berbagai mesin dan peralatan. Dibangun dari bahan seng m...
Lihat detaildetail kontak
Address: No.6 Qiasheng North Road, Taman Industri Caoqiao, Kota Xueyan, Distrik Wujin, Kota Changzhou, Provinsi Jiangsu
TEL: 86-15050692548
Jika Anda tertarik dengan produk kami, silakan konsultasikan dengan kami