 简体中文
简体中文


Suku cadang stamping perangkat keras merupakan inti dari manufaktur modern. Mulai dari braket di dalam pintu mobil hingga terminal di dalam relai industri, komponen presisi kecil ini menjaga komponen kompleks tetap berfungsi dengan andal—seringkali tanpa disadari oleh pengguna akhir. Sebagai produsen yang telah memproduksi suku cadang stempel logam sejak tahun 2010, kami ingin memberi Anda gambaran yang jelas dan praktis tentang apa sebenarnya suku cadang stempel perangkat keras, cara pembuatannya, dan apa yang harus dicari saat Anda mencarinya.
Apa itu Bagian Stamping Perangkat Keras?
Bagian stamping perangkat keras adalah komponen logam yang diproduksi dengan menekan, meninju, membengkokkan, atau menggambar lembaran logam melalui cetakan menggunakan mesin press mekanis atau hidrolik. Prosesnya dikenal sebagai stamping logam atau pembentukan tekan. Tidak seperti permesinan, yang menghilangkan material untuk membuat suatu bentuk, stamping adalah proses pembentukan—bahan dibentuk ulang tanpa dipotong, sehingga secara dramatis mengurangi limbah dan biaya dalam skala besar.
Istilah "bagian stamping perangkat keras" mencakup komponen yang sangat luas. Daftar perwakilan singkat meliputi:
- Braket, klip, dan pelat pemasangan yang digunakan dalam rakitan bodi otomotif
- Terminal listrik, konektor, dan penutup pelindung pada elektronik konsumen
- Rumah instrumen bedah dan komponen yang berdekatan dengan implan pada perangkat medis
- Penutup, heat sink, dan rangka struktural pada mesin industri
- Engsel, pengencang, pegas, dan ring pada produk perangkat keras dan konstruksi
Yang dimiliki oleh semua komponen ini adalah persyaratan konsistensi dimensi yang ketat, integritas permukaan, dan kemampuan untuk diproduksi dalam volume tinggi dengan tingkat kualitas yang dapat diulang.
Proses Stamping Inti Dijelaskan
Memahami operasi dasar yang terlibat membantu Anda berkomunikasi lebih efektif dengan pemasok Anda dan mengevaluasi penawaran dengan lebih akurat. Sebagian besar komponen stamping perangkat keras diproduksi melalui satu atau lebih operasi berikut:
Blanking dan Punching
Pukulan memaksa lembaran logam melalui cetakan untuk memisahkan bentuk datar (blanking) atau untuk membuat lubang (meninju). Ini biasanya merupakan operasi pertama dalam proses multi-tahap. Keakuratan dimensi di sini menentukan apakah setiap operasi hilir tetap dalam toleransi.
Membungkuk dan Membentuk
Pembengkokan menerapkan gaya sepanjang sumbu lurus untuk menciptakan fitur sudut. Pembentukan adalah istilah yang lebih luas untuk setiap operasi yang mengubah kontur lembaran tanpa menghilangkan bahan—termasuk emboss, pembuatan koin, dan pengeritingan. Musim semi kembali (kecenderungan logam untuk kembali ke bentuk aslinya setelah terbentuk) adalah salah satu sumber kesalahan dimensi yang paling umum; pembuat perkakas yang berpengalaman memperhitungkan hal ini dalam desain cetakan sejak awal.
Gambar Mendalam
Gambar dalam menarik blanko datar ke dalam rongga cetakan untuk menciptakan bentuk tiga dimensi yang berongga—cangkir, kaleng, penutup, dan wadah adalah keluaran yang khas. Rasio kedalaman terhadap diameter (dikenal sebagai rasio penarikan) menentukan apakah suatu bagian dapat dibentuk dalam satu penarikan atau memerlukan beberapa tahap reduksi. Kebanyakan material memungkinkan rasio penarikan sekitar 1,5 hingga 2,0 per tahap tanpa retak.
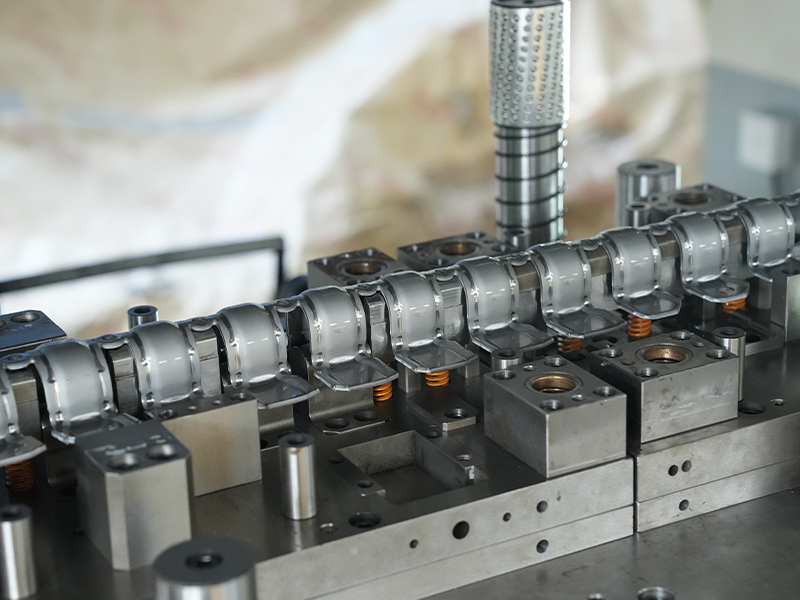
Stamping Mati Progresif
Perkakas cetakan progresif melakukan beberapa operasi—pengosongan, penindikan, pembengkokan, pembentukan—di stasiun yang berurutan dalam satu set cetakan. Kumparan logam masuk secara otomatis, maju satu langkah per langkah tekan. Dies progresif adalah pilihan standar untuk komponen stamping perangkat keras bervolume tinggi karena mereka menggabungkan beberapa operasi ke dalam satu siklus, sehingga mengurangi waktu penanganan dan biaya per unit. Kecepatan siklus 100 hingga 400 denyut per menit adalah hal biasa.
Transfer Stempel Mati
Ketika suatu bagian terlalu besar atau rumit untuk tetap terhubung ke strip pembawa selama proses berlangsung, bagian tersebut dipisahkan lebih awal dan ditransfer secara mekanis antar stasiun. Cetakan transfer lebih disukai untuk bagian struktural yang lebih besar seperti panel bodi otomotif di mana blanko harus diposisikan ulang atau dibalik di antara pengoperasian.
Pemilihan Bahan: Mencocokkan Logam dengan Aplikasi
Pilihan material adalah salah satu keputusan paling penting dalam proyek stamping. Bahan yang salah dapat menyebabkan keausan pahat, sifat mampu bentuk yang buruk, sifat mekanik yang tidak memadai, atau biaya yang tidak diperlukan. Di bawah ini adalah perbandingan praktis dari bahan yang paling umum digunakan pada komponen stamping perangkat keras:
| Bahan | Properti Utama | Aplikasi Khas | Pertimbangan |
|---|---|---|---|
| Baja Karbon (SPCC / DC01) | Kekuatan tinggi, biaya rendah, sifat mampu bentuk yang baik | Braket struktural, rangka mesin, penutup | Membutuhkan pelapisan atau pelapisan untuk menahan korosi |
| Baja Tahan Karat (304/316) | Ketahanan korosi yang sangat baik, kekerasan tinggi setelah pengerasan kerja | Peralatan medis, peralatan makanan, perangkat keras kelautan | Keausan perkakas yang lebih tinggi; springback harus diberi kompensasi dengan hati-hati |
| Aluminium (1xxx / 5xxx / 6xxx) | Ringan, tahan korosi, konduktivitas termal yang baik | Ringan otomotif, heat sink elektronik, ruang angkasa | Kekuatan lebih rendah dari baja; pemilihan paduan sangat penting |
| Tembaga / Paduan Tembaga | Konduktivitas listrik dan termal yang unggul, ulet | Terminal listrik, konektor, bus bar | Biaya material yang lebih tinggi; manajemen oksidasi yang diperlukan dalam penyimpanan |
| Seng/Paduan Seng | Sifat mampu bentuk yang baik, penghalang korosi alami, biaya rendah | Perangkat keras dekoratif, trim otomotif, barang konsumsi | Kekuatan mekanik lebih rendah dari baja; tidak cocok untuk bagian yang menahan beban |
Di Dingjia, kami bekerja dengan berbagai macam material besi dan non-besi. Kami rangkaian produk suku cadang stamping perangkat keras mencakup baja tahan karat, baja karbon, aluminium, tembaga, pelapis berbahan dasar tembaga, dan stempel paduan seng—memberi pelanggan opsi sumber tunggal apa pun kebutuhan materialnya.
Toleransi dan Standar Dimensi Yang Harus Anda Ketahui
Persyaratan toleransi mempunyai efek langsung pada biaya perkakas, waktu siklus, dan tingkat scrap. Sebelum meminta penawaran, ada baiknya memahami apa yang bisa dicapai dan apa yang mendorong kenaikan biaya.
- Toleransi komersial standar untuk bagian lembaran logam yang dicap biasanya berukuran ±0,1 mm hingga ±0,3 mm untuk dimensi linier, bergantung pada ketebalan material dan kompleksitas fitur.
- Stamping mati progresif presisi dapat menahan ±0,02 mm hingga ±0,05 mm pada lubang berlubang dan tepian yang dikosongkan dengan manajemen jarak bebas cetakan yang tepat dan perawatan cetakan yang teratur.
- Toleransi sudut tikungan biasanya dipegang teguh ±1° dalam kondisi standar dan ±0,5° untuk aplikasi presisi.
- Persyaratan kerataan dan tegak lurus, terutama untuk komponen yang digunakan dalam perakitan otomatis, harus dinyatakan dengan jelas pada gambar, bukan asumsi.
Menentukan toleransi yang lebih ketat daripada yang sebenarnya dibutuhkan oleh aplikasi adalah salah satu cara paling umum yang dilakukan pembeli secara tidak sengaja meningkatkan biaya suku cadang. Jika tim desain Anda tidak yakin, peninjauan DFM (Design for Manufacturability) dengan pemasok sebelum penandatanganan peralatan dapat mencegah revisi yang mahal di kemudian hari.
Opsi Penyelesaian Permukaan untuk Bagian Stamping Perangkat Keras
Permukaan logam yang dicap mentah jarang merupakan keadaan akhir dari bagian perangkat keras. Perawatan permukaan memiliki tiga tujuan utama: perlindungan korosi, peningkatan estetika, dan modifikasi fungsional (seperti meningkatkan kekerasan atau meningkatkan kontak listrik). Pilihan penyelesaian yang paling umum meliputi:
- pelapisan listrik – Menyimpan lapisan logam tipis (seng, nikel, krom, timah, emas) ke permukaan bagian untuk perlindungan dan penampilan korosi. Ketebalan biasanya 5–25 µm.
- Lapisan Serbuk – Aplikasi elektrostatik bubuk polimer, kemudian diawetkan dalam oven. Menghasilkan lapisan yang seragam dan tahan lama dengan ketebalan 60–100 µm. Umum pada bagian struktural baja karbon.
- Anodisasi – Proses elektrokimia eksklusif untuk aluminium yang menumbuhkan lapisan oksida integral yang padat. Anodisasi tipe II menghasilkan 5–25 µm; Tipe III (anodisasi keras) menghasilkan 25–150 µm dengan kekerasan yang jauh lebih tinggi.
- Pasifasi – Perawatan kimia untuk baja tahan karat yang menghilangkan besi bebas dari permukaan, memaksimalkan ketahanan korosi yang melekat pada material. Umumnya ditentukan untuk suku cadang medis dan food grade.
- Cat Fosfat – Proses dua langkah yang umum untuk suku cadang baja otomotif: lapisan konversi besi atau seng fosfat memberikan daya rekat dan ketahanan terhadap korosi sebagai dasar untuk pengecatan berikutnya.
- Pemolesan/Deburring – Penyelesaian getaran atau laras menghilangkan gerinda dan tepi tajam pada fitur berlubang—penting untuk komponen yang bersentuhan dengan tangan, kabel, atau komponen penyegel.
Pilihan penyelesaian akhir yang tepat bergantung pada lingkungan pengoperasian, persyaratan peraturan (kepatuhan RoHS sering kali diperlukan untuk komponen elektronik), dan proses perakitan Anda. Beri tahu pemasok Anda mengenai kondisi penggunaan akhir sejak dini—hal ini memengaruhi pemilihan material dan juga penyelesaian akhir.
Industri Utama dan Apa yang Mereka Minta dari Suku Cadang yang Dicap
Suku cadang stempel perangkat keras bukanlah komoditas generik. Setiap industri memiliki serangkaian tuntutan teknis dan peraturan tertentu yang harus dipahami oleh produsen sebelum produksi pertama dilakukan.
Otomotif
Otomotif stamping parts must meet tight dimensional tolerances because they are integrated into automated assembly lines where even a 0.2 mm deviation can cause fit failures. IATF 16949 sertifikasi sistem mutu secara efektif wajib bagi pemasok otomotif Tingkat 1 dan Tingkat 2. Ketertelusuran material, dokumentasi PPAP (Proses Persetujuan Bagian Produksi), dan pengujian ketahanan fungsional merupakan persyaratan standar. Kami bagian stamping baja otomotif diproduksi di bawah kendali mutu bersertifikat IATF 16949.
Elektronika dan Listrik
Terminal, konektor, pelindung, dan pegas kontak dalam elektronik memerlukan gaya kontak yang konsisten, geometri yang presisi, dan daya rekat pelapisan yang andal. Bagian stamping paduan tembaga dan tembaga mendominasi segmen ini karena konduktivitas listriknya. Pelapisan timah atau emas di atas tembaga adalah standar untuk permukaan perkawinan yang bebas korosi. Toleransi stempel mikro ±0,01–0,05 mm umum terjadi pada aplikasi konektor.
Peralatan Medis
Komponen stamping medis memerlukan biokompatibilitas, ketahanan terhadap siklus sterilisasi berulang, dan ketertelusuran lengkap dari banyak material. Baja tahan karat 316L adalah bahan yang paling sering ditentukan karena ketahanan korosinya yang unggul dalam lingkungan garam dan kimia. Sertifikasi manajemen mutu ISO 13485 adalah harapan dasar dari OEM medis.
Mesin Industri
Braket struktural, panel rumah, dan komponen mekanisme pada peralatan industri memprioritaskan kapasitas penahan beban dan stabilitas dimensi dibandingkan masa pakai yang lama. Baja karbon berkekuatan tinggi dan paduan aluminium struktural adalah pilihan yang umum. Dalam banyak kasus, operasi pengelasan atau riveting mengikuti proses stamping, sehingga dimensi blanko yang konsisten dan kualitas tepi secara langsung mempengaruhi kualitas sambungan hilir.
Perkakas: Investasi yang Menentukan Biaya Bagian Jangka Panjang
Cetakan (atau alat) adalah investasi modal utama dalam proyek stamping, dan memahami keekonomian alat membantu Anda membuat keputusan pengadaan yang lebih baik.
Sebuah dadu operasi tunggal sederhana untuk braket kecil mungkin berharga $3.000–$8.000. Cetakan progresif multi-stasiun untuk komponen konektor kompleks dapat mencapai $50.000–$150.000 atau lebih, bergantung pada jumlah stasiun, material, dan toleransi yang diperlukan. Namun, biaya dimuka tersebut diamortisasi selama proses produksi. Pada volume di atas 50.000–100.000 bagian, stamping biasanya menghasilkan biaya per bagian yang paling rendah dibandingkan proses pembentukan logam apa pun.
Pertanyaan kunci untuk ditanyakan kepada pemasok Anda tentang perkakas:
- Berapa umur cetakan yang dinilai (jumlah pukulan sebelum diperlukan perawatan besar)?
- Siapa pemilik peralatan tersebut, dan apa yang terjadi jika Anda berpindah pemasok?
- Bagaimana jadwal perawatan perkakas dan siapa yang menanggung biaya penajaman rutinnya?
- Dapatkah set cetakan yang sama dimodifikasi jika desain Anda sedikit berubah, atau diperlukan alat baru?
Pemasok yang memiliki kemampuan desain dan pemeliharaan cetakan internal—bukan pemasok yang melakukan outsourcing perkakas—biasanya menawarkan waktu tunggu yang lebih cepat pada sampel pertama dan kontrol yang lebih besar terhadap kualitas dan umur panjang perkakas.
Kontrol Kualitas dalam Stamping Perangkat Keras: Seperti Apa Prosesnya yang Ketat
Akurasi dimensi saja tidak menentukan kualitas komponen. Sistem kontrol kualitas yang kuat untuk komponen perangkat keras yang dicap mencakup seluruh aliran produksi:
- Pemeriksaan material masuk – Memverifikasi sertifikat material dan pengambilan sampel sifat mekanik dan ketebalan sebelum kumparan memasuki produksi.
- Inspeksi artikel pertama (FAI) – Verifikasi dimensi penuh sampel produksi pertama terhadap gambar teknik sebelum produksi massal dimulai.
- SPC dalam proses (Kontrol Proses Statistik) – Mengambil sampel suku cadang pada interval tertentu selama produksi dan melacak dimensi kritis pada peta kendali untuk mengetahui penyimpangan sebelum menghasilkan suku cadang yang rusak.
- Inspeksi Mesin Pengukur Koordinat (CMM). – Untuk fitur dengan toleransi ketat, pengukuran CMM menghilangkan subjektivitas operator dan menyediakan laporan dimensi yang terdokumentasi.
- Inspeksi permukaan dan visual – Memeriksa gerinda, retakan, goresan, cacat pelapisan, dan anomali permukaan lainnya dalam kondisi pencahayaan tertentu.
- Kontrol kualitas keluar (OQC) – Inspeksi pengambilan sampel akhir berbasis AQL sebelum pengiriman dengan laporan inspeksi diberikan kepada pelanggan.
Kami tahan Sertifikasi IATF 16949 dan mengoperasikan laboratorium berkualitas yang dilengkapi dengan alat ukur koordinat Zeiss dan CMM semi-otomatis. Untuk pelanggan di industri yang diatur, kami dapat memberikan catatan inspeksi lengkap dan dokumentasi ketertelusuran material pada setiap pengiriman.
Cara Mengevaluasi Pemasok Suku Cadang Stamping Perangkat Keras
Memilih pabrikan yang tepat sama pentingnya dengan mendapatkan desain yang tepat. Berikut adalah kerangka evaluasi praktis berdasarkan kriteria yang benar-benar mendorong keandalan pasokan jangka panjang:
| Kriteria | Apa yang Harus Diperhatikan | Bendera Merah |
|---|---|---|
| Kemampuan Perkakas | Tim desain dan pemeliharaan cetakan internal | Semua perkakas dialihdayakan; dukungan DFM terbatas |
| Peralatan Pers | Kisaran tonase (mencakup ketebalan bagian Anda); mesin press modern yang dikendalikan CNC | Hanya satu atau dua ukuran pers; peralatan tua tanpa catatan pemeliharaan |
| Sertifikasi Mutu | IATF 16949 (otomotif), ISO 9001, ISO 13485 (medis) | Tidak ada sertifikasi atau sertifikasi yang tidak diperpanjang baru-baru ini |
| Peralatan Inspeksi | CMM, pembanding optik, penguji kekerasan di tempat | Ketergantungan pada pengukur manual hanya untuk fitur presisi |
| Bahan Breadth | Menangani material besi dan non-besi secara internal | Mengkhususkan diri hanya dalam satu keluarga materi; tidak dapat mendukung perubahan desain di masa mendatang |
| Komunikasi | Responsif terhadap pertanyaan teknis; proaktif tentang umpan balik DFM | Lambat merespons; menghindari komitmen terhadap jaminan dimensional |
Kami menyambut baik audit pabrik dan dengan senang hati memandu calon pelanggan melalui proses produksi, ruang perkakas, dan laboratorium kualitas kami. Transparansi pada tahap kualifikasi adalah cara terbaik untuk membangun hubungan pasokan jangka panjang yang menguntungkan kedua belah pihak.
Mendapatkan Hasil Maksimal dari Proyek Stamping Anda: Tip Praktis
Setelah bekerja dengan pelanggan di industri otomotif, elektronik, dan medis selama lebih dari 15 tahun, berikut adalah praktik yang secara konsisten memberikan hasil yang lebih baik:
- Bagikan perkiraan volume tahunan Anda awal. Bahkan angka perkiraannya (misalnya, 200.000 buah/tahun) menentukan apakah perkakas progresif, perkakas transfer, atau perkakas majemuk masuk akal secara ekonomi, dan hal ini secara langsung memengaruhi investasi perkakas yang akan diminta untuk Anda lakukan.
- Tentukan hanya toleransi yang benar-benar akan Anda periksa. Jika pemeriksaan masuk Anda tidak memeriksa suatu dimensi, tidak ada gunanya menahan pemasok Anda pada ±0,02 mm—Anda hanya membayar untuk proses yang lebih ketat tanpa manfaat apa pun.
- Minta peninjauan DFM sebelum persetujuan alat. Perubahan kecil—menambahkan radius pada sudut dalam yang tajam, menyesuaikan jarak lubang ke tepi, atau mengubah relief tikungan—dapat secara signifikan mengurangi keausan pahat dan meningkatkan konsistensi komponen tanpa penalti desain.
- Konsolidasikan pemasok stamping Anda jika memungkinkan. Menggunakan pabrikan dengan kemampuan material yang luas berarti proses kualifikasi yang lebih sedikit, gaya perkakas yang lebih sedikit untuk dikelola, dan pengaruh yang lebih kuat untuk penjadwalan prioritas selama periode permintaan tinggi.
- Rencanakan penyelesaian permukaan Anda sebelum perkakas dipotong. Beberapa proses penyelesaian akhir (misalnya, pelapisan seng berat) menambahkan penumpukan dimensi yang harus diperhitungkan dalam geometri bagian sejak awal, bukan disesuaikan setelahnya.
Mengapa Bekerja Dengan Produsen Stamping Perangkat Keras Khusus
Stempel perangkat keras terlihat sederhana dari luar—pers diturunkan, sebuah bentuk muncul. Dalam praktiknya, operasi stamping berkualitas tinggi melibatkan rekayasa cetakan yang presisi, pengetahuan ilmu material, disiplin pengendalian proses, dan respons cepat terhadap keausan perkakas. Kesenjangan antara pemasok yang biasa-biasa saja dan pemasok yang mampu terlihat dalam tingkat kerusakan Anda, pemeriksaan kesesuaian jalur perakitan Anda, dan klaim garansi Anda—bukan hanya dalam harga per buah.
Changzhou Dingjia Metal Technology Co, Ltd telah memproduksi suku cadang stamping perangkat keras presisi sejak 2010, beroperasi dari a Fasilitas seluas 6.900 m² di Distrik Wujin, Changzhou, dengan tim yang terdiri dari 56 teknisi berpengalaman dan 24 mesin pelubang yang mampu melakukannya Kapasitas stamping bulanan 500 ton . Produksi kami mencakup material besi dan non-besi, dan suku cadang kami melayani pelanggan di sektor otomotif, elektronik, dan mesin medis secara global.
Jika Anda mencari suku cadang stamping perangkat keras dan menginginkan produsen dengan kedalaman perkakas, infrastruktur berkualitas, dan rangkaian material untuk mendukung seluruh siklus hidup produk Anda, kami mengundang Anda untuk menjelajahi kami rangkaian lengkap komponen stamping perangkat keras atau hubungi kami langsung untuk mendiskusikan kebutuhan proyek Anda.











